THE TROUBLE WITH FLY ASH
The future of fly ash as a readily available and quality-effective concrete pozzolan is murky and troubled. As a concrete pozzolan, fly ash was never ideal. But it was cheap (the by-product of burning coal) and, within a restricted class type (Class F), effective. The knocks against fly ash—ever-growing environmental regulations that impact suitability, cleanliness, color, inconsistent performance, and especially availablity—pushed the concrete industry to find and quantify better alternatives The writing-on-the-wall fly ash supply shortage has now become a reality as coal-fired power plants are being taken offline and scrapped.
RESEARCH TO FIND THE IDEAL NATURAL POZZOLAN
Over a two-plus year period, at the behest of the Texas DOT, the University of Texas at Austin conducted an extensive suite of tests to determine alternative SCMs as alternatives to using fly ash as a pozzolan in the state’s concrete transportation infrastructure The data from that study, specific to pumice (sourced from Hess Pumice Products and available commercially as Hess Standard Pozz), is summarized and graphed below. The research team also ran the same tests with Class F fly ash, providing a performance baseline with which to compare to pumice-enhanced and fly ash-enhanced concrete. Those comparative tests are the basis of this pumice pozz vs. fly ash site.
THE CONCRETE PERFOMANCE CATEGORIES THAT MATTER
Concrete is such a vital part of civilization’s infrastructure, yet ordinary Portland cement (OPC) is not nearly good enough for the job. To last beyond a few decades and withstand attacks from chloride ions (deicing salts, seawater), sulfates, freeze-thaw, alkali-silica reaction (a slow-motion shattering of concrete from within), heat of hydration cracking (which amplifies the above) and other ills, modern concrete needs the benefit of a secondary chemical reaction during the curing process, a reaction that supplements and amplifies the primary water-cement hydration reaction. A reaction that is triggered by the introduction of an additional material—a supplementary cementitious material—into the concrete mix design. A pozzolan . The right pozzolan.
NATURALLY CALCINED PUMICE AS A POZZOLAN
Pumice as a concrete pozzolan is nothing new—the Romans were using naturally calcined pumice (they first sourced pumice from Pozzuoli in Italy, which subsequently became the origin of the term “pozzolan”) in their concrete infrastructure 2000 years ago.
The role of a pozzolanic SCM is to ignite a reaction within curing concrete that improves performance—by both consuming deleterious compounds (like calcium hydrate) and amplifying concrete characteristics like density and resistance.
Unlike fly ash, a by-product scrubbed from the stacks of coal-burning power plants, pumice is a consistent, naturally-occurring mineral that is simply mined, refined (crushed), and packaged for shipment .
The research from the University of Texas-Austin (as well as the University of Utah and others) has fully quantified the super-charging performance pumice lends to modern concrete formulations.
CONSISTENCY MATTERS
When it comes to pouring hundreds of yards of concrete, consistency is a big deal. Consistency in fresh properties and long-term performance, load after load. Consistency in availability. Consistency in chemical make up. Consistency in supply-chain availability. Research data in pumice-blended cement mix designs quantifies a performance consistency that fly ash rarely can.
ECONOMICS
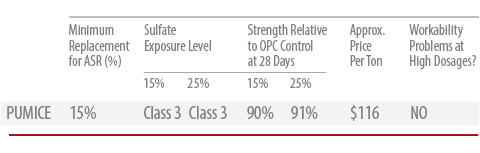
Pumice pozzolan is used as a percentage of replacement—as little as 15% will give an impressive performance boost across the entire spectrum of key categories—and so the cost is off-set in part by cement savings. And, by virtue of its volcanic origin, pumice is naturally “green.”
A UNIQUE PUMICE POZZOLAN
All pumice is not created equal . The pumice used in the referenced research and available commercially as Hess Standard Pozz is sourced from a unique pumice deposit in Southeast Idaho, USA—recognized as the purest commercial deposit of white pumice in the world—the result of volcanic ash landing on a prehistoric mountain lake, washing out the heavier impurities, leaving behind a deposit of 99% pure pumice. Its unique physical and chemical characteristics are what make this carefully refined pumice an excellent pozzolan.
CONSIDERING THE SOURCE: RELIABILITY AND SUPPLY CAPACITY
Concerning reliability: Hess Pumice Products was founded in 1958 and has been in continuous operation for over 6 decades. As a result of attention to detail and a philosophy of “On-spec, On-Time”, Hess Pumice has become a major player in the natural pozzolan and pumice industries. Through advanced grinding and blending technologies Hess currently has over 100 products that ship to 26 countries around the globe and has a reputation for superior quality, logistical expertise, and unmatched customer service.
With regards to capacity, Hess is currently producing and selling ~20,000 tons per year of quality natural pozzolan (Hess Standard Pozz) with the ability to expand in order to meet future market demands.
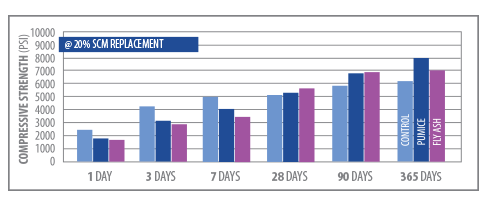
COMPRESSIVE STRENGTH
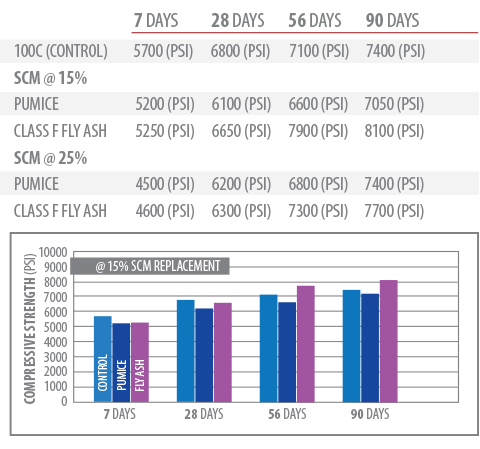
Twelve 4-in. x 8-in. cylinders were cast for compressive strength testing at 7, 28, 56, and 90 days. At the appropriate ages, three cylinders were removed from moist storage and tested in a Forney FX-700 compression machine according to ASTM C 39. End caps per ASTM C 1231. Average compressive strength was calculated from three cylinders.
RESULTS: The pumice pozzolan concrete mixture gained strength slowly at first, reaching 95% of the control strength at 90 days with a 15% replacement and 99% of the control strength with 25% replacement. This is similar to the trend seen during the mortar studies (below). It should be noted that although the pumice SCM specimens gained strength slower than the control and the Class F fly ash specimens, at 28 days scored strengths greater than 4500 psi.
Mortar Bar Studies—Shows the compressive strength at a w/cm of 0.5 and 20% SCM replacement. Except for the (slightly higher) 3-day strength of pumice pozz, all ranges are within the limits prescribed by ASTM C109.
RESULTS: The pumice pozzolan and fly ash mortar mixtures gained strength slowly at first, but by 28 days had surpassed control (OPC). At 365 days, the pumice-enhanced specimens had significantly higher compressive strength, proving the long-term strength and durability benefits of using a pumice SCM.
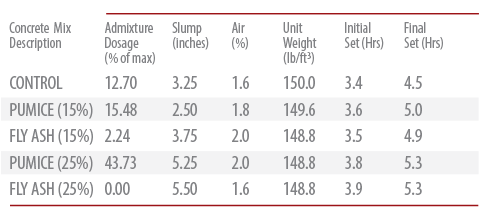
FRESH STATE PROPERTIES OF CONCRETE MIXTURES
Concrete slump was measured according to ASTM C 143. The air content of the fresh concrete mixtures was measured according to the pressure method described in ASTM C 231. The unit weight of the mixture was found using the procedures described in ASTM C 29. The setting time of concrete mixtures was found using the procedures of ASTM C 403. In addition to the penetration resistance tests, ultrasonic tests were investigated to continuously monitor the setting process on concrete samples and sieved mortar samples. (This study aims to develop a field applicable nondestructive testing method for in-situ monitoring of the setting and hardening process of concrete.)
RESULTS: The pumice SCM concrete mixture was able achieve the target slump with the help of a superplasticizer and achieved final set in 3.4 hours, compared to the final set of the control at 4.5 hours.
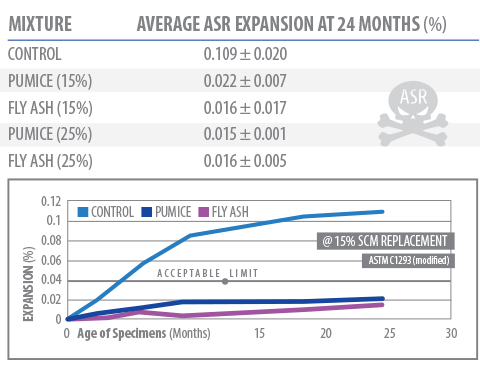
MITIGATING ALKALI SILICA REACTION
Resistance to ASR was measured according to the procedures of ASTM C 1293, except for the concrete mixture design used, which is detailed in the MIXTURE DESIGN table below. The average expansion for each mixture was calculated from three or more bars, and the range was checked to see whether it was within the limits stated in ASTM C 1293.
RESULTS: The pumice SCM concrete mixture performed very well, and kept expansions below the 0.04% limit of ASTM C 1293, validating the results found from the ASTM C 1567 Accelerated Mortar Bar Test for ASR. The table below lists the average expansion of the concrete prisms at 24 months, along with the range of the data.
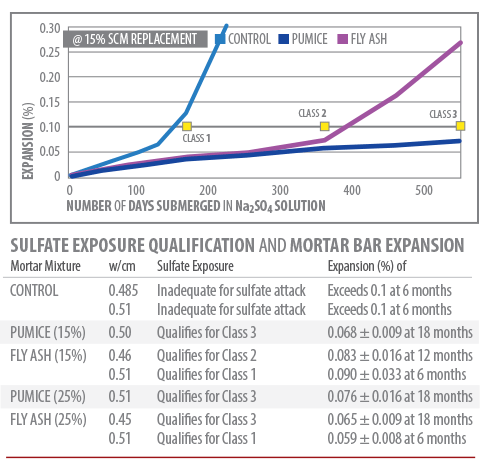
RESISTANCE TO SULFATE ATTACK
The yellow dots in the graph represent the “ACI 201: Guide to Durability” limits of Class 1, Class 2 and Class 3 sulfate exposure. An SCM qualifies for a Class 1 mild sulfate exposure if it can keep expansions below 0.1% for 6 months, when tested for sulfate attack using ASTM C 1012. Similarly, an SCM qualifies for a Class 2 moderate sulfate exposure at expansions below 0.1% for 12 months. Finally, a Class 3 severe sulfate exposure requires the SCM to keep expansions below 0.1% for 18 months.
RESULTS: The pumice pozzolan qualifies for use in a Class 3 severe sulfate exposure environment at both 15% and 25% replacement levels.
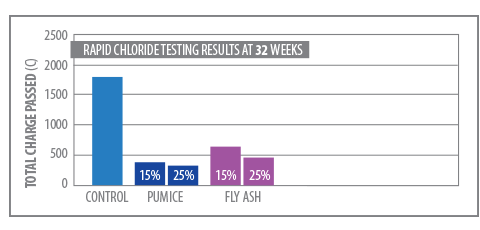
RESISTANCE TO CHLORIDE ION PENETRATION
The chloride penetrability of concrete cylinders that were cured for 32 weeks was measured according to ASTM C 1202. Although the standard does not require repeat testing, three or more cylinders per concrete mixture were tested for rapid chloride penetrability. The range of the data was checked to see whether it was within the limits prescribed by ASTM C 1202.
RESULTS: There are no well-established paste and mortar tests for this measurement, but this durability property is crucial, as the ingress of chloride ions can depassivate the steel in concrete and cause corrosion, without needing a drop in the pH content. At 32 weeks, all the SCM-concrete samples had less than 1000 coulombs of total charge passing through them when tested, which indicates very low chloride ion penetrability, according to ASTM C 1202. The overall results indicate that increasing the SCM content also increased the resistance to chloride ion penetrability.
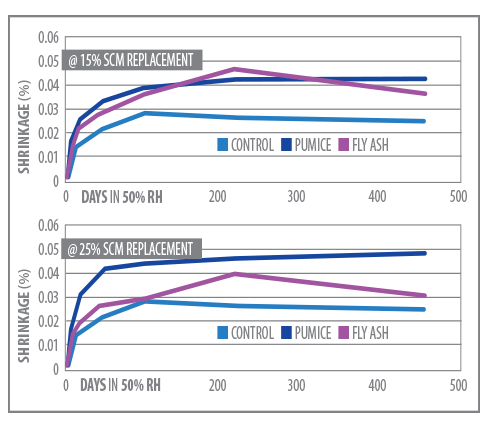
DRYING SHRINKAGE
The drying shrinkage of the concrete bars was measured according to the procedures of ASTM C 157.
RESULTS: The pumice SCM concrete mixture had negligible differences in shrinkage compared to the control when used at a replacement dosage of 15%. However, the amount of shrinkage increased to more than 0.010% of the control as the replacement dosage was increased to 25%.
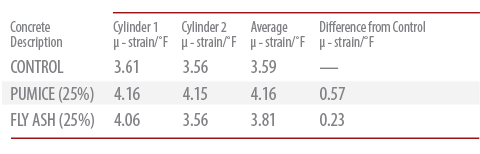
COEFFICIENT OF THERMAL EXPANSION
The CoTE value was measured according to the TxDOT procedures of Tex-428-A. CoTE measurement is another test that was not performed during the paste and mortar phase of the project. However, it is an important durability property to know, especially when considering the performance of concrete pavements, as concrete with a high CoTE can cause early age cracking and joint spalling. In continuously reinforced concrete pavements, a high CoTE value of the concrete may increase the crack spacing and width, affecting the crack load transfer efficiency. Although CoTE is primarily dominated by the aggregate type and source, the SCM type and content could also have smaller effects on the value. �As such, these experiments were conducted to ensure that these pozzolans did not have any detrimental effects on the CoTE value of concrete.
RESULTS: The pumice SCM specimen tested for CoTE showed compliance with Tex-428-A. The difference in CoTE values between the control specimen and the pumice SCM-concrete specimen was small, indicating that the use of pumice as an SCM would not cause any detrimental effects to the CoTE value of concrete.
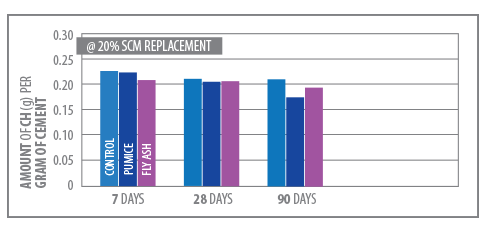
CALCIUM HYDROXIDE CONTENT OF PASTES
The calcium hydroxide contents of the pastes were measured to observe whether the pozzolanic reaction was occurring in the SCM pastes.
RESULTS: Graphing the test results shows that the calcium hydroxide contents of the SCM pastes are generally always lower than that of the control with no SCM, suggesting that the calcium hydroxide in the SCM pastes is being depleted through the pozzolanic reaction. In particular, the 7-day calcium of the pumice paste was similar to that of the control paste with no SCM, however, by 90 days, the pumice paste demonstrated a significant reduction in its calcium hydroxide content (20% or more), indicating that pozzolanic reactions are taking place in the mixture. The decrease of calcium hydroxide content in the TGA results also suggested that pozzolans contributed to long-term strength by converting the calcium hydroxide in the paste to C-S-H.
SUMMARY OF PUMICE SCM